English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

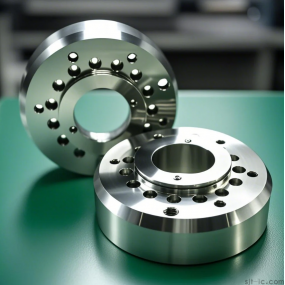
สวัสดีทุกคน! บรรณาธิการสังเกตเห็นว่าเพื่อนหลายคนพบว่าการเสียรูปเป็นปัญหาที่น่าผิดหวังที่สุดเมื่อตัดเฉือนหลอดกลวงด้วย CNC - โดยเฉพาะหลอดผนังบาง ความผิดพลาดเล็กน้อยสามารถนำไปสู่การบิดเบี้ยวหรือการเบี่ยงเบนมิติส่งอัตราเศษเหล็กพุ่งสูงขึ้น.. ดังนั้นเราจะแก้ปัญหานี้ได้อย่างไร วันนี้เรามาพูดถึงวิธีการควบคุมการเสียรูปและรับประกันความแม่นยำในการตัดเฉือนผ่านการเพิ่มประสิทธิภาพกระบวนการและเทคนิคการปฏิบัติ!

I. สาเหตุหลักของการเสียรูปในการตัดเฉือนท่อกลวง
การเสียรูประหว่างการตัดเฉือนท่อกลวงส่วนใหญ่เกี่ยวข้องกับความเครียดของวัสดุวิธีการหนีบและพารามิเตอร์การตัด ตัวอย่างเช่นแม้ว่าท่อกลวงโลหะผสมอลูมิเนียมมีน้ำหนักเบาและมีการนำความร้อนที่ดีความแข็งแกร่งของพวกเขาค่อนข้างต่ำทำให้พวกเขามีแนวโน้มที่จะสั่นสะเทือนภายใต้แรงตัดในระหว่างการตัดเฉือน ท่อผนังบางมีความไวมากยิ่งขึ้น: หากเครื่องมือถูกเลือกอย่างไม่เหมาะสมหรือการระบายความร้อนไม่เพียงพอการเสียรูปทางความร้อนและการเสียรูปทางกลจะทับซ้อนกันส่งผลให้ความหนาของผนังไม่สม่ำเสมอหรือแม้แต่วงรีมากเกินไป
ประเด็นสำคัญ:
- ปลดปล่อยความเครียดภายในที่ตกค้างในวัสดุ (โดยเฉพาะสำหรับหลอดรีดหรืออัดรีด)
- การเสียรูปของพลาสติกในพื้นที่ที่เกิดจากการกระจายแรงหนีบที่ไม่สม่ำเสมอ
- ข้อผิดพลาดในการขยายตัวทางความร้อนเนื่องจากการสะสมของความร้อนตัด
ครั้งที่สอง 5 เทคนิคการปฏิบัติเพื่อควบคุมการเสียรูป
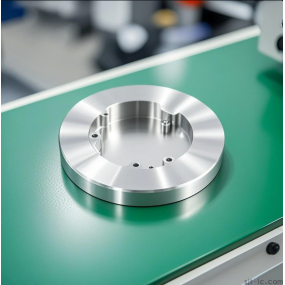
1. เพิ่มประสิทธิภาพโซลูชันการหนีบ
หลีกเลี่ยงการหนีบท่อผนังบางโดยตรงด้วยหัวจับสามขากรรไกรแบบดั้งเดิม ให้ใช้อุปกรณ์ติดตั้งที่ยืดหยุ่นหรือถ้วยดูดสูญญากาศเพื่อกระจายแรงดันอย่างสม่ำเสมอ สำหรับท่อยาว ให้เพิ่มส่วนรองรับเสริมหลายจุดเพื่อลดการสั่นสะเทือนในส่วนที่ยื่นออกมา บรรณาธิการแนะนำให้หลอมหลอดก่อนหนีบเพื่อปลดปล่อยความเครียดภายใน!
2. การเลือกเครื่องมือและพารามิเตอร์
จัดลำดับความสำคัญของเครื่องมือที่มีคมตัดที่คมชัดและมุมคราดขนาดใหญ่เพื่อลดความต้านทานการตัด สำหรับพารามิเตอร์ใช้กลยุทธ์ของความเร็วแกนหมุนสูงความลึกในการตัดขนาดเล็กและอัตราการป้อนที่รวดเร็วเพื่อลดการป้อนความร้อน ตัวอย่างเช่นสำหรับท่อกลวงโลหะผสมอลูมิเนียมขอแนะนำให้ใช้ความเร็วแกนหมุน 6000 รอบต่อนาทีฟีดต่อฟัน 0.05-0 1 มม. และความลึกในการตัดไม่เกิน 40% ของความหนาของผนัง
3. การระบายความร้อนและการหล่อลื่น
มันเป็นสิ่งสำคัญที่จะใช้เครื่องมือระบายความร้อนภายในหรือระบบระบายความร้อนด้วยหมอก! การพ่นสารหล่อเย็นโดยตรงไปยังพื้นที่ตัดสามารถควบคุมอุณหภูมิได้อย่างมีประสิทธิภาพ เมื่อตัดท่อกลวงสแตนเลสขอแนะนำให้ใช้สารหล่อเย็นที่ใช้น้ำมันพิเศษที่มีสารเติมแต่งแรงดันสูงเพื่อป้องกันการชุบแข็งของวัสดุ
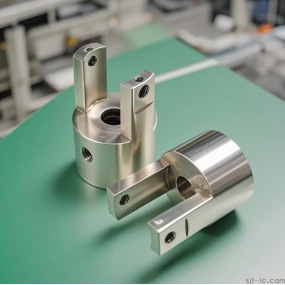
4. กลยุทธ์การตัดเฉือนชั้น
สำหรับรูลึกหรือโครงสร้างที่ซับซ้อนใช้การตัดแบบหลายขั้นตอน: ขั้นแรกให้ทำการตัดเฉือนแบบหยาบด้วยค่าเผื่อที่สงวนไว้จากนั้นทำการตัดเฉือนให้เสร็จตามขนาดที่ต้องการ ตัวอย่างเช่นก่อนอื่นให้ลบวัสดุส่วนใหญ่ที่มีความลึกในการตัดที่ค่อนข้างใหญ่และในที่สุดก็ใช้เส้นทางเครื่องมือตกแต่งเพื่อแก้ไขการเสียรูปและสร้างความมั่นคงของมิติ ~
5. การแก้ไขและตรวจสอบหลังการประมวลผล
หลังจากการตัดเฉือนแล้ว สามารถใช้การบรรเทาความเครียดแบบสั่นสะเทือนหรือการแก้ไขความเย็นเพื่อแก้ไขการเสียรูปเล็กน้อย สำหรับการตรวจสอบที่แม่นยำ นอกเหนือจากคาลิปเปอร์ทั่วไปแล้ว ขอแนะนำให้ใช้เครื่องทดสอบความกลมและเครื่องมือวัดพิกัด (CMM) เพื่อตรวจสอบความสม่ำเสมอและความเข้มข้นของความหนาของผนัง
ตารางเปรียบเทียบพารามิเตอร์: พารามิเตอร์การตัดเฉือนที่แนะนำสำหรับหลอดกลวงของวัสดุต่างๆ
| ประเภทวัสดุ | ความเร็วแกนหมุน (รอบต่อนาที) | อัตราการป้อน (มม./นาที) | ความลึกในการตัดที่แนะนำ (มม.) | วิธีการทำความเย็น |
|------------------------|---------------------|---------------------|---------------------------------|----------------------|
| ท่ออลูมิเนียมอัลลอยด์ผนังบาง | 6000-8000 | 800-1200 | 0.2-0.5 | หมอกเย็นหรือระบายความร้อนด้วยน้ำมัน |
| ท่อสแตนเลสกลวง | 2500-4000 | 400-600 | 0.1-0.3 | ระบายความร้อนภายในแรงดันสูง |
| ท่อโลหะผสมไททาเนียมแม่นยำ | 1500-2500 | 200-400 | 0.05-0.15 | ระบายความร้อนด้วยการแช่เต็มรูปแบบ |
III คำถามที่พบบ่อย (Q&A)
❓ ถาม: ฉันควรทำอย่างไรหากข้อผิดพลาดเรียวเกิดขึ้นเสมอเมื่อตัดเฉือนท่อกลวงรูลึก
ตอบ: อาจเป็นเพราะปัญหาการสึกหรอของเครื่องมือหรือความเข้มข้นของแกนหมุน! ขอแนะนำให้ปรับเทียบการวิ่งของแกนหมุนด้วยตัวบ่งชี้หน้าปัดก่อน จากนั้นลองเจาะแบบขั้นบันได - เครื่องล่วงหน้าด้วยดอกสว่านสั้นก่อน ค่อยๆ เปลี่ยนไปใช้ดอกสว่านที่ยาวขึ้นสำหรับการขยายรู และสุดท้ายก็จบด้วยรีมเมอร์เพื่อความแม่นยำใน✨
❓ ถาม: วิธีหลีกเลี่ยงการพูดคุยของเครื่องมือเมื่อตัดเฉือนหลอดกลวงขนาดเล็ก?
ตอบ: การพูดคุยของเครื่องมือมักเกิดจากความแข็งแกร่งของระบบไม่เพียงพอ คุณสามารถลองใช้ระบบยึดเครื่องมือลดการสั่นสะเทือน (เช่น ตัวยึดเครื่องมือไฮดรอลิก) และลดอัตราส่วนความยาวต่อเส้นผ่านศูนย์กลางที่ยื่นออกมา หากเส้นผ่านศูนย์กลางท่อ <10 มม. ตัวแก้ไขแนะนำให้ใช้วิธีการตัดแบบย้อนกลับ (การตัดเฉือนจากภายในสู่ภายนอก) เพื่อลดการเสียรูปของแรงเครื่องมือ!
IV ข้อมูลเชิงลึกและข้อเสนอแนะส่วนบุคคล
บรรณาธิการเชื่อว่าการตัดเฉือนหลอดกลวงเป็นโครงการที่เป็นระบบ - ทุกขั้นตอนตั้งแต่การเตรียมวัสดุไปจนถึงการประมวลผลหลังการประมวลผลต้องมีการวางแผนอย่างรอบคอบ นอกจากพารามิเตอร์ทางเทคนิคแล้ว ควรพิจารณาความเสถียรด้านสิ่งแวดล้อมด้วย ตัวอย่างเช่น ความผันผวนของอุณหภูมิขนาดใหญ่ในการประชุมเชิงปฏิบัติการอาจส่งผลต่อความแม่นยำเช่นกัน! สำหรับการผลิตจำนวนมาก จำเป็นต้องทำการตรวจสอบแบบเต็มมิติของชิ้นแรก และออกแบบอุปกรณ์ติดตั้งเครื่องมือพิเศษหากจำเป็น
สุดท้ายเตือนความจำสำหรับทุกคน: อย่าดิ้นรนคนเดียวเมื่อพบปัญหา อ้างถึงคู่มือการตัดเฉือนของซัพพลายเออร์วัสดุหรือผู้ผลิตเครื่องมือให้คำปรึกษามักจะให้ผลลัพธ์สองเท่าด้วยความพยายามเพียงครึ่งเดียว! หวังว่าประสบการณ์เหล่านี้จะช่วยคุณได้ ~ หากคุณมีคำถามเฉพาะอย่าลังเลที่จะแสดงความคิดเห็นและพูดคุย!