

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

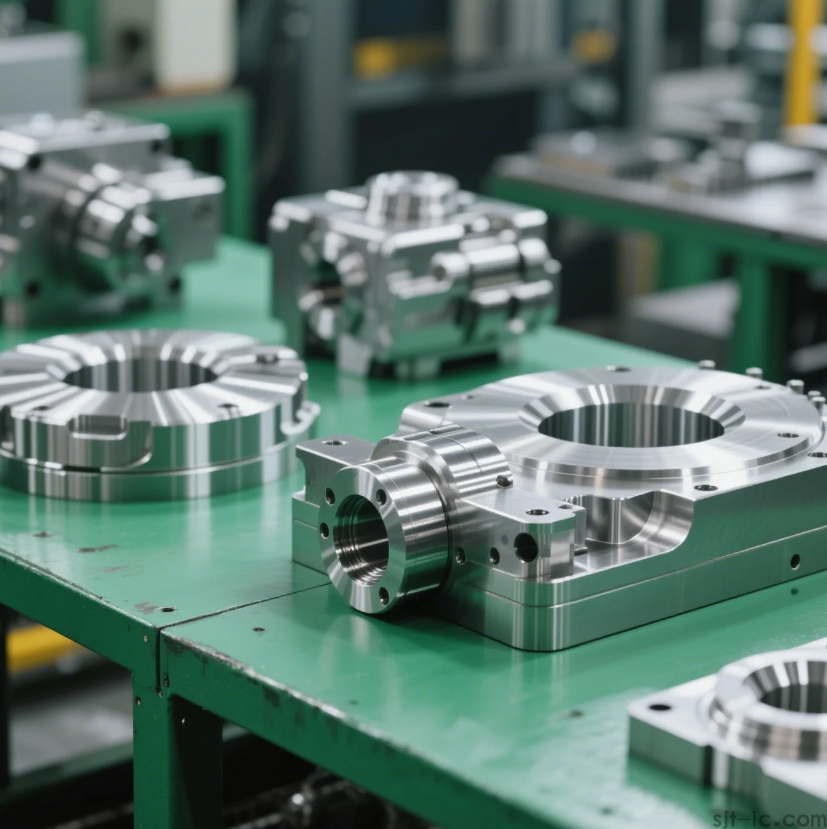
Hej alle sammen! I dag vil jeg tale om højhastigheds CNC-bearbejdning - især de spørgsmål, som mange nybegyndere ofte stiller: Hvilke materialer kan denne teknologi faktisk maskine? Og på hvilke områder kan det spille en vigtig rolle? Bliv ikke narret af CNC-maskiner, der ligner klodsede metalblokke; de er "all-rounders" af moderne fremstilling, til stede næsten overalt fra mobiltelefondele til flymotorer! Så hvor bred er deres anvendelsesområde? Lad os dykke ind og finde ud af det!
Hvilke materialer kan højhastigheds CNC bearbejdning håndtere?
Højhastigheds CNC-bearbejdning er ikke i stand til at "skære alt", men dets anvendelsesområde er virkelig imponerende! Kort sagt, det beskæftiger sig hovedsageligt med to hovedkategorier: metalmaterialer og ikke-metalmaterialer. Lad os først fokusere på metaller - som også er hovedfokus for CNC-bearbejdning:
1. Aluminiumlegeringer: Disse er "stjernematerialerne" til CNC-bearbejdning! Modeller som 6061 og 7075 har lav hårdhed og god termisk ledningsevne, hvilket gør dem særligt velegnede til højhastighedsskæring. Jeg har set mange producenter bruge dem til at fremstille mobiltelefonhylstre eller bildele; når spindlens hastighed når over 8000 omdrejninger pr. Minut, kan overfladefinishen stadig opretholdes ved Ra 0,8 μm (mikrometre) ~
2. Stål: Det kan håndtere alt fra kulstoffattigt stål til slukket hårdt stål. Men et ord af forsigtighed! Bearbejdning af kulstoffattigt stål (såsom formstål) har tendens til at slide skæreværktøjer let ud. Derfor skal der bruges carbidværktøjer eller endda CBN (Cubic Boron Nitride) værktøjer, og spindelhastigheden skal også reduceres (til 500-1000 omdrejningstal). Ellers vil værktøjskanterne chip på ingen tid.
3. Kobber og kobberlegeringer: Ren kobber (rød kobber) er for blødt og tilbøjelig til at klæbe sig til værktøjet, så værktøjer med en stor rivevinkel skal bruges til at tvinge chipbrydning. Messing er derimod meget lettere at maskine - chips bryder let af under behandlingen, og det kan endda være tørskåret (ingen skærevæske kræves) ~ Det anbefales dog stadig at tilføje en lille mængde emulsion under præcisionsbearbejdning for at sikre mere stabil overfladekvalitet.
4. Titanium legeringer: Disse er de "hårde nødder at knække" i luftfartsfeltet! De har høj styrke, men dårlig termisk ledningsevne, så skærevarme let koncentreres ved værktøjspidsen. Højtryksskærevæske skal bruges til at skylle værktøjspidsen direkte! Derudover skal spindelhastigheden holdes lav (100-500 omdrejninger/min) for at forhindre værktøjskader på grund af overophedning.
Der er også mange ikke-metalmaterialer, der kan bearbejdes - såsom ingeniørplast (ABS, nylon), træ og endda kompositmaterialer (fx kulfiber). Men plast har et lavt smeltepunkt, så temperaturen skal styres under højhastighedsskæring for at undgå smeltning og deformation. Kulfiber forårsager betydeligt værktøjsslid, så diamantbelagte værktøjer skal bruges.
5-akse CNC bearbejdning: "Esset i hullet" til high-end fremstilling
Nu hvor vi har dækket materialer, lad os se på anvendelsesfelterne for 5-akset CNC-bearbejdning! Det er en repræsentant for high-end bearbejdning, der er i stand til at kontrollere bevægelsen af fem akser samtidigt, og det opnår enestående præcision, når bearbejdning af komplekse buede overflader ~
1. Aerospace: For dele som flyblade og motorturbineskiver - som har snoede former og skal modstå højt tryk - 5-akset maskiner kan fuldføre bearbejdningen af alle konturer i en enkelt opsætning, undgå gentagne positioneringsfejl.
2. Medicinsk udstyr: Produkter såsom kunstige led eller kirurgiske instrumenter har ofte frie overflader. 5-akset bearbejdning kan sikre, at de opfylder dimensionelle nøjagtighed og biokompatibilitetskrav ~ Jeg hørte, at en bestemt producent kan kontrollere tolerancen af titaniumlegering fælles kuglehoveder inden for 0,01 mm!
3. Automotive Molds: Forme til bildækningsdele er store og komplekse. 5-akset CNC-bearbejdning muliggør højpræcisionsfræsning og forkorter skimmelproduktionscyklussen! Dette gælder især for integrerede støbeforme af nye energibiler - med dybe hulrum og rigelige detaljer kan de simpelthen ikke fremstilles uden 5-akset teknologi.
4. Præcisionsoptik: Komponenter som kameralinsmoduler eller laserbaser kræver nanoskala overfladeruhed. 5-akset præcisionsbearbejdning kan undgå værktøjsmærker og forbedre overfladefinish ~
Materialer vs. felter: Hvordan opnås mere effektiv matching?
Forskellige materialer er velegnede til forskellige bearbejdningsscenarier, og valg af det rigtige match kan fordoble effektiviteten! Jeg har samlet en simpel tabel til din reference:
| Materialetype | Anbefalede felter | Typiske parametre (hastighed / fodringshastighed) | Nøgletips |
|------------------------------|-----------------------------------|--------------------------------------------|-----------------------------------------------|
| Aluminiumlegeringer | Elektroniske hylstre, autodele | 8000-12000 omdrejningstal, 0.1-0 .3 mm/tand | Brug høj hastighed + tilstrækkelig køling for at undgå opbyggede kanter |
| Rustfrit stål | Medicinsk udstyr, fødevaremaskiner | 1000-2000 omdrejningstal, 0.05-0 .15 mm/tand | Brug lav hastighed + høj foderhastighed for at reducere hærdning
| Titanium legeringer | Rumfart, Implantater | 100-500 omdrejningstal, 0.1-0 .2 mm/tand | Brug højtrykskøling + slidbestandige værktøjer for at forhindre varmeakkumulering |
| Ingeniørplast | Prototypeproduktion, Isolatorer | 2000-4000 omdrejningstal, 0.1-0 .3 mm/tand | Prioriter luftkøling for at undgå materialedeformation forårsaget af skærevæskeabsorption |
| Carbon Fiber Composites | Drone Frames, Sportsudstyr | 3000-6000 rpm, 0.02-0 .1 mm/tand | Brug dedikeret diamantværktøj og lav foderhastighed for at forhindre aflagning
Min opfattelse: Fortsæt ikke blindt "høj konfiguration"!
Mange nybegyndere synes, at 5-aksede maskiner er fantastiske og insisterer på at investere i dem... Men det er ikke nødvendigt! 3-aksede maskiner er helt tilstrækkelige til plan fræsning eller enkle konturer, og de koster meget mindre ~ 5-aksede maskiner er mere velegnede til scenarier, der involverer komplekse buede overflader eller højpræcisionskrav.
Derudover bør materialevalg også være praktisk. For eksempel, når man laver funktionelle prototyper, kan brug af ABS-plast i stedet for aluminiumslegering spare 30% af omkostningerne; det er ikke for sent at skifte til metal til småbatch-prøveproduktion ~ Når alt kommer til alt beregnes CNC-bearbejdningsomkostninger baseret på materialets hårdhed og behandlingstid!
Forresten har jeg besøgt nogle producenter i Dongguan og bemærket, at deres ordrer er blevet mere og mere forskellige i de senere år - lige fra 5G basestationsfiltre til smartwatch strukturelle komponenter. Dette viser, at omfanget af CNC-bearbejdning udvides sammen med nye industrier! Så venner, vær mere opmærksom på de nye energi- og elektronikindustrier - du kan få flere ordrer ~
✅ Eksklusiv datareference
Ifølge 2025-brancherapporten når applikationsvæksten for 5-akset CNC-bearbejdning i luftfartsområdet 15% årligt, og bearbejdning af aluminiumslegering tegner sig stadig for over 40% af den samlede forretningsvolumen ~ Imidlertid er overskuddet fra titaniumlegering og bearbejdning af kompositmateriale højere med en bruttofortjenstmargen, der er dobbelt så stor som bearbejdning af aluminiumslegering! Så opgradering af teknologi er faktisk rentabelt ~
Endelig en påmindelse: Selvom højhastigheds CNC-bearbejdning er kraftig, skal den matches med materialegenskaber og produktkrav! Udfør prototypetest først, fortsæt derefter til masseproduktion - at tage stabile skridt kan hjælpe med at undgå fejl ~ Jeg håber, at denne nyttige information vil hjælpe dem af jer, der lige er begyndt!










