

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

BevezetésA modern gyártás táján a CNC esztergaalkatrészek feldolgozása a precíziós mérnökség sarokköveként áll. Az űrkutatási ágazat mikronszintű toleranciák iránti keresletétől az autóipar nagy volumenű konzisztenciájának szükségességéig a számítógépes numerikus vezérlés (CNC) esztergaközpontjai forradalmasították, hogy az alapanyagok – legyen az edzett acél, alumínium, sárgaréz vagy fejlett polimerek – komplex hengeres alkatrészekré alakulnak. Az EMAR-nál felismerjük, hogy a gép architektúrája és feldolgozási képességei közötti bonyolult kapcsolat megértése létfontosságú a szakemberek és mérnökök beszerzése szempontjából. Ez az útmutató mélyen belemerül a CNC eszterga anatómiájába, feltárja a megmunkálási műveletek teljes spektrumát, és rávilágít, hogy a fejlett automatizálás kihasználása hogyan jelent kiváló alkatrészminőséget és költséghatékonyságot

Az Alapítvány: Mi a CNC eszterga alkatrészek feldolgozása? Míg a kézi eszterga az ősi Egyiptomba vezet vissza, a mai ipari igények kvantum ugrást igényelnek az automatizálás és a precizitás terén. A CNC eszterga alkatrészek feldolgozása a kivonó gyártási módszerre vonatkozik, ahol egy helyhez kötött vágóeszköz egy forgó munkadarabot von be. A kézikerekektől és a kezelői intuíciótól függő kézi munkával ellentétben a CNC eszterga mozgását egy fedélzeti számítógépre táplált kódolt utasítások (G-kód) diktálják. A mechanikai merevség és a digitális vezérlés ezen szinergiája lehetővé teszi az ismételhető pontosságú alkatrészek gyártását akár 0,001mm-ig, ami a kézi megmunkálásban elérhetetlen bravúr. A folyamat magában foglalja mind a belső átmérők módosítására szolgáló belső műveleteket (ID), mind a külső műveleteke
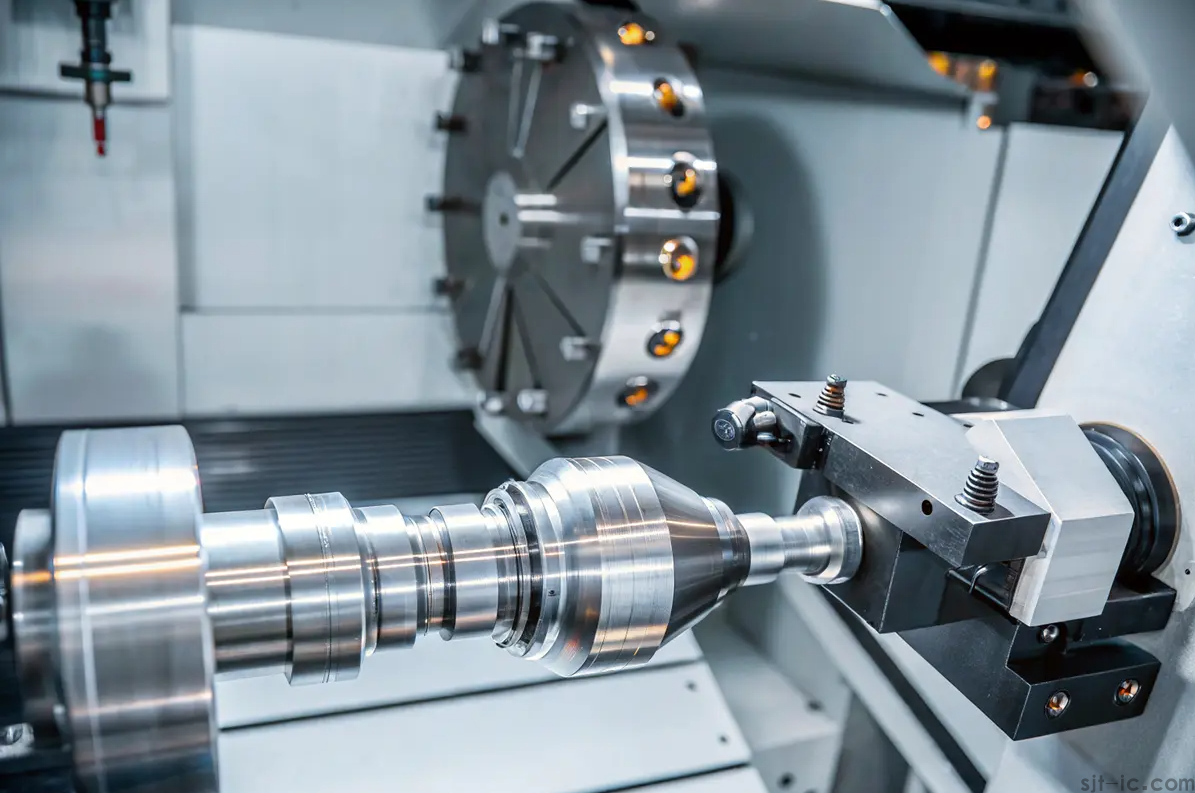
Alapvető architektúra: Kulcsfontosságú CNC esztergaalkatrészek és azok feldolgozási szerepeiA CNC esztergaalkatrészek feldolgozásának optimalizálása érdekében először is meg kell érteni a gép anatómiáját. Minden alkatrész sajátos szerepet játszik a nagy tűrőképességű munkavégzéshez szükséges stabilitás és precizitás fenntartásában.
A fejtartó és a főorsó - A forgatás erőműveAz esztergaágy bal oldalán elhelyezett fejtartó a hajtómotort és a főorsót tartalmazza. Ez az összeállítás a forgási folyamat szíve, forgási erőt továbbít a munkadarabra. A főorsó minősége és merevsége közvetlenül korrelál a felületi befejezéssel és a dimenziós stabilitással. Az orsóorr rögzíti a szorító mechanizmust, diktálja a munkadarab koncentricitását a nagysebességű forgatás során. A modern fejtartók változó orsósebességet kínálnak, így az EMAR üzemeltetői optimalizálhatják a vágási paramétereket a puha műanyagoktól a titánötvözetekig terjedő anyagok számára.
Befogási pontosság: Chuck vs. Collet SystemsA biztonságos munkadarab tartása nem alkuképes a CNC feldolgozás során.
Chuck: Jellemzően 3 állkapocs (önközpontú) vagy 4 állkapocs (független) hidraulikus vagy pneumatikus eszköz. A tokmány ideális széles átmérőjű és szabálytalan formákhoz, biztosítva a nehéz anyageltávolításhoz szükséges robusztus markolatot.
Collet: Kisebb átmérőjű állományhoz használják (jellemzően 60 mm-ig).A Collets kiváló tapadást és nagyobb koncentricitást kínál, mint a Chucks, így a kis alkatrészek nagy pontosságú mikro-megmunkálásához előnyben részesített választás.
A Tailstock és a Sub-Spindle - Stabilitás és automatizálásA fejtartóval szemben elhelyezkedő Tailstock kritikus megerősítést biztosít a hosszú, karcsú munkadarabokhoz, például tengelyekhez vagy csövekhez. A munkadarab középpontjának hidraulikus erővel történő bevonásával enyhíti az elhajlást és a rezgést, biztosítva a konzisztenciát az alkatrész hosszában. A fejlett automatizáláshoz sok EMAR esztergató központ helyettesíti a tailstocket egy Sub-Spindle-vel. Ez a másodlagos orsó megragadja a munkadarabot a hátoldali megmunkáláshoz - lehetővé téve az alkatrész levágását, fúrását és manuális beavatkozás nélküli unalmasságát a hátoldalon, ami a hatékony, "fénykikapcsolt" gyártás sarokköve.

A kocsi és szerszámrendszerek - a vágás végrehajtása A kocsi a dinamikus interfész, amely megkönnyíti a mozgást.A nyeregből és a keresztcsúszásból álló, a precíziós megmunkált módon lovagol az esztergaágy mentén, mozgatja a vágószerszámot az X (függőleges / mélység) és a Z (vízszintes / hosszúság) tengely mentén.A szerszám két elsődleges konfiguráció egyikében található:
Torony típusa: Több szerszám tartására alkalmas indexelő szerszámoszlop. Forog, hogy a szükséges fúrót, fúrórudat, vagy eszterga betétet pozícióba hozza, lehetővé téve a komplex, többlépcsős CNC esztergaalkatrészek feldolgozását kézi szerszámcserék nélkül.
Banda típusa: A szerszámok lineáris elrendezésben vannak szerelve a keresztcsúszáson. Ez lehetővé teszi a gyors indexelést, és rendkívül hatékony a kis, egyszerű alkatrészek nagy sebességű gyártásához.
Az esztergaágy és a függőleges gerenda - szerkezeti integritásAz esztergaágy az öntött, hőkezelt alaplemez, amely támogatja a fejtartót, a hátsótartót és a kocsit. Tömege és merevsége elnyeli a megmunkálás óriási erőit és rezgéseit, így biztosítva a geometriai pontosságot az évek során. Egyes fejlett formatervezések vertikális gerenda konfigurációt tartalmaznak, hogy minimalizálják a törp (chipek) felhalmozódását az útmutatókon, ami kritikus tényező az automatizált környezetek hosszú távú pontosságának fenntartásában.
A CNC vezérlőpanel - A digitális agyEz a CNC esztergagonos alkatrészek feldolgozásának parancsközpontja. Értelmezi a 3D CAD modell adatait, és megjeleníti a szerszámút szimulációját. Az üzemeltetők ezt a felületet használják a száraz futások elvégzéséhez, a takarmánysebességek beállításához és az orsóterhelések figyeléséhez, biztosítva az automatizált munkafolyamat hibátlan pontossággal végrehajtását.
Átfogó folyamatok: CNC eszterga alkatrészek feldolgozásában végzett műveletekA CNC eszterga sokkal több, mint egy egyszerű esztergagép; ez egy többfunkciós platform, amely széles körű műveletek végrehajtására képes, gyakran kiküszöbölve a másodlagos berendezések szükségességét.
Működési feldolgozás DescriptionTurningRemoval nagy anyagmennyiségek az OD átmérőjének csökkentése érdekében. Ideális durvás tengelyek.FacingA munkadarab végén lapos, sima felület létrehozása a szerszám tengelyre merőleges mozgatásával. MenetvágásPrecíz külső vagy belső szálak (megkopogtatással) meghatározott magasságú és hosszúságúak. Barázda/PartingKeskeny csatornák vágása vagy a kész rész teljesen levágása a bárállományból. Fúrás & BoringKezdeti lyukak létrehozása egy fúró bittal; Boring fokozatokkal vagy kúpokkal bővíti vagy befejezi ezt a lyukat pontos azonosító tűrésre. ReamingA fúrás után végrehajtott befejezési folyamat a rendkívül pontos átmérő és tükörszerű belső befejezés elérése érdekében. Knurling Texturált minták (fogazott vonalak) létrehozása a felületen az esztétikai tapadás vagy a vizuális vonzerő érdekében. ChamferingÉles burrok eltávolítása és ferde élek létrehozása a biztonságos kezelés érdekében Az EMAR-nál OEM-ügyfeleket és rendszerintegrátorokat szolgálunk ki, amelyek olyan alkatrészeket igényelnek, amelyek mérete eltérő a finom sebészeti műszerektől a robusztus olaj- és gázszerelvényekig.
Aerospace: Precíziós alkatrészek, mint a futómű csapok, perselyek és motortárcsák, amelyek rendkívüli tűrést és felületi integritást igényelnek.
Autóipar: Nagy mennyiségű fogaskerekek, tengelyek, csiga és fékrotorok gyártása.
Orvosi: Komplex geometriák csontcsavaroknak, implantátumoknak és rozsdamentes acél sebészeti eszközöknek.
Elektronika és hidraulika: Precíziós szerelvények, csatlakozók és szeleptestek.
CNC eszterga vs. Kézi eszterga: stratégiai befektetés a feldolgozáshozA beszerzési vezetők értékelik az alkatrészenkénti költségeket, a CNC és a kézi feldolgozás közötti különbség stark. Míg a kézi esztergagépek rugalmasságot kínálnak az egyszeri javításokhoz és prototípusokhoz (beállítási idő 30-60 perc), ezek üzemeltetőtől függőek, tűrések gyakran korlátozódnak 0,01 mm-re. A CNC esztergagép alkatrészfeldolgozás ezzel szemben a következőket kínálja:
Ismételhetőség: azonos alkatrészek több ezer ciklus alatt, eltérés nélkül.
Termelékenység: 3-5x gyorsabb bonyolult geometriák esetén, képességgel a hét minden napján 24 órás működésre és több cella egyszeri felügyeletére.
Munkaerő hatékonysága: csökkentett egységenkénti munkaerőköltség és minimalizált anyaghulladék optimalizált eszközpályákon keresztül.
Fejlett képességek: Többtengelyes CNC eszterga feldolgozásaA szabványos 2 tengelyes esztergáláson (X és Z) túl az EMAR kihasználja a fejlett többtengelyes gépeket. A 3-tengelyes, 4-tengelyes és 5-tengelyes esztergagépek magukban foglalják az Y-tengelyes mozgást és az élő szerszámokat. Ez lehetővé teszi az off-center fúrást, a lakások őrlését és a komplex kontúrozást egy megfordított részre egyesített beállításban. Még a 9-tengelyes hibrid gépeket is rendkívüli bonyolultság érdekében alkalmazzák, a hagyományos esztergálást a teljes 5 tengelyes őrléssel keverve a halmozott rögzítési hibák ki

ConclusionOptimizing az ellátási lánc a CNC esztergagonos alkatrészfeldolgozás képességeinek megértésével kezdődik. A robusztus orsótól a mikron-precíziós kocsiig a gép minden eleme hozzájárul a megmunkált alkatrész végleges épségéhez. Az EMAR-nál ezt a fejlett mechanikai architektúrát szakértői programozással és automatizált munkafolyamatokkal ötvözzük, hogy a legszigorúbb globális szabványoknak megfelelő alkatrészeket szállítsunk.
Szeretné fokozni a megfordított alkatrészek pontosságát és konzisztenciáját? Lépjen kapcsolatba az EMAR csapatával ma, hogy megvitassák, hogy fejlett CNC eszterga megoldásaink hogyan racionalizálhatják gyártósorát és csökkenthetik az alkatrészenkénti költségeket.
Kapcsolat Telefon: +86 18664342076 E-mail: sales8@sjt-ic.com Fordítsuk a terveket valósággá páratlan pontossággal.










