Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

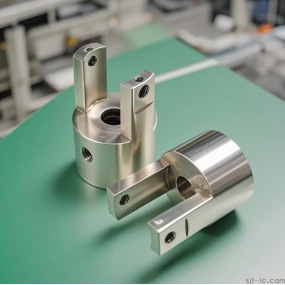
Hello everyone! The editor has noticed that many friends find deformation the most frustrating issue when machining hollow tubes with CNC—especially thin-walled tubes. A small mistake can lead to warping or dimensional deviations, sending the scrap rate soaring… So, how exactly can we solve this? Today, let’s talk about how to control deformation and guarantee machining precision through process optimization and practical techniques!

I. Core Causes of Deformation in Hollow Tube Machining
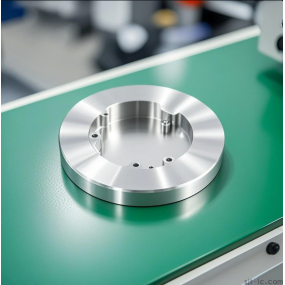
Deformation during hollow tube machining is mainly related to material stress, clamping methods, and cutting parameters. For example, although aluminum alloy hollow tubes are lightweight and have good thermal conductivity, their rigidity is relatively low, making them prone to vibration under cutting forces during machining. Thin-walled tubes are even more sensitive: if the tool is improperly selected or cooling is insufficient, thermal deformation and mechanical deformation will overlap, resulting in uneven wall thickness or even excessive ovality 😵.
Key Points:
- Release of residual internal stress in materials (especially for rolled or extruded tubes)
- Local plastic deformation caused by uneven distribution of clamping force
- Thermal expansion errors due to accumulation of cutting heat
II. 5 Practical Techniques to Control Deformation
1. Optimize Clamping Solutions
Avoid directly clamping thin-walled tubes with traditional three-jaw chucks. Instead, use flexible fixtures or vacuum suction cups to distribute pressure evenly. For long tubes, add multi-point auxiliary supports to reduce vibration in the overhanging section. The editor recommends annealing the tubes before clamping to release internal stress!
2. Tool and Parameter Selection
Prioritize tools with sharp cutting edges and large rake angles to reduce cutting resistance. For parameters, adopt a strategy of high spindle speed, small cutting depth, and fast feed rate to minimize heat input. For example, for aluminum alloy hollow tubes, it is recommended to use a spindle speed ≥ 6000 rpm, a feed per tooth of 0.05-0.1 mm, and a cutting depth not exceeding 40% of the wall thickness.
3. Cooling and Lubrication
It is essential to use internal cooling tools or mist cooling systems! Spraying coolant directly onto the cutting area can effectively control temperature. When machining stainless steel hollow tubes, it is advisable to use specialized oil-based coolants containing extreme pressure additives to prevent work hardening of the material 💧.
4. Layered Machining Strategy
For deep holes or complex structures, adopt multi-process layered cutting: first perform rough machining with reserved allowances, then finish machining to the required dimensions. For instance, first remove most of the material with a relatively large cutting depth, and finally use a finishing tool path to correct deformation and ensure dimensional stability~
5. Post-Processing Correction and Inspection
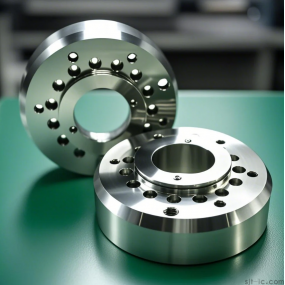
After machining, vibratory stress relief or cold correction can be used to address minor deformations. For precision inspection, in addition to conventional calipers, it is recommended to use a roundness tester and a coordinate measuring machine (CMM) to check wall thickness uniformity and concentricity.
Parameter Comparison Table: Recommended Machining Parameters for Hollow Tubes of Different Materials
| Material Type | Spindle Speed (rpm) | Feed Rate (mm/min) | Recommended Cutting Depth (mm) | Cooling Method |
|------------------------|---------------------|---------------------|---------------------------------|----------------------|
| Thin-walled Aluminum Alloy Tube | 6000-8000 | 800-1200 | 0.2-0.5 | Mist Cooling or Oil Cooling |
| Stainless Steel Hollow Tube | 2500-4000 | 400-600 | 0.1-0.3 | High-Pressure Internal Cooling |
| Precision Titanium Alloy Tube | 1500-2500 | 200-400 | 0.05-0.15 | Full Immersion Cooling |
III. Frequently Asked Questions (Q&A)
❓ Q: What should I do if taper errors always occur when machining deep-hole hollow tubes?
A: This may be due to tool wear or spindle concentricity issues! It is recommended to first calibrate the spindle runout with a dial indicator, then try stepped drilling—pre-machine with a short drill bit first, gradually switch to longer drill bits for hole enlargement, and finally finish with a reamer for precision ✨.
❓ Q: How to avoid tool chatter when machining small-diameter hollow tubes?
A: Tool chatter is often caused by insufficient system rigidity. You can try a vibration-damping tool holding system (such as a hydraulic tool holder) and reduce the overhang length-to-diameter ratio. If the tube diameter is < 10 mm, the editor recommends using the reverse cutting method (machining from the inside out) to reduce tool force deformation!
IV. Personal Insights and Suggestions
The editor believes that hollow tube machining is a systematic project—every step from material preparation to post-processing requires careful planning. In addition to technical parameters, environmental stability should also be considered: for example, large temperature fluctuations in the workshop can also affect precision! For mass production, it is essential to conduct full-dimensional inspection of the first piece, and design specialized tooling fixtures if necessary 📌.
Finally, a reminder for everyone: don’t struggle alone when encountering problems. Referring to material suppliers’ machining guides or consulting tool manufacturers often yields twice the result with half the effort! Hope these experiences help you~ If you have specific questions, feel free to leave a comment and discuss!