

 Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

❓ What Exactly Is “CNC Machining of Kitchenware Accessories” — And What Isn’t It?
Here’s What It Actually Means
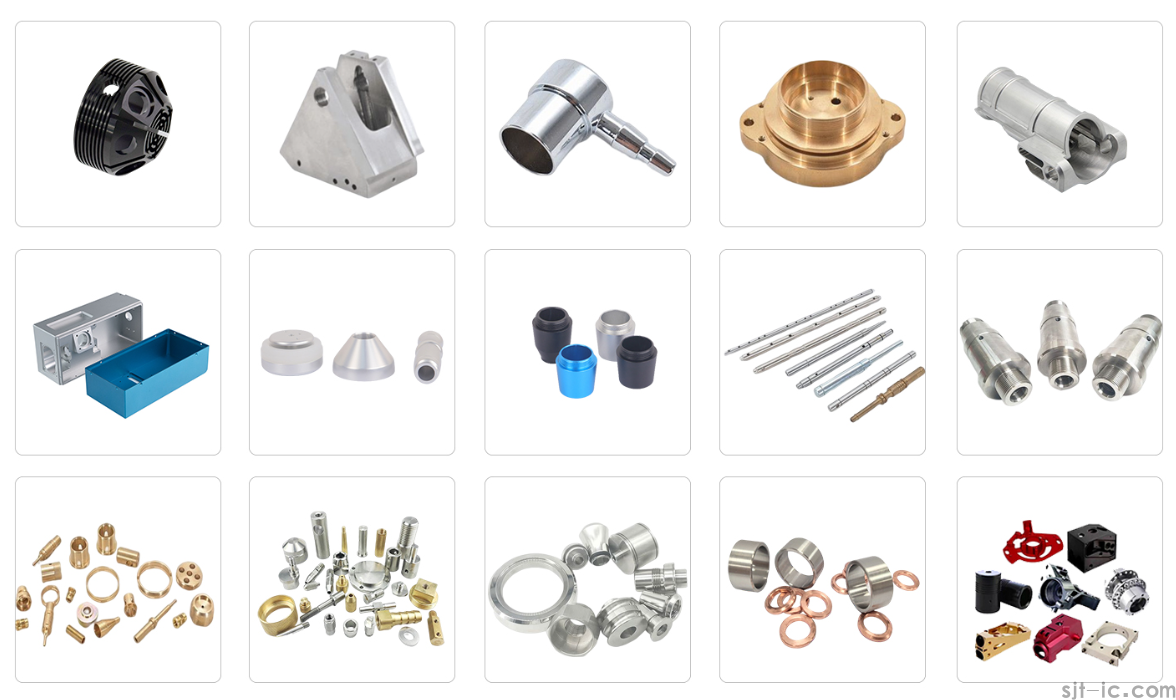
When a supplier says they “CNC machine kitchenware accessories,” they’re talking about using computer-controlled cutting tools — mills, lathes, drills — to carve solid blocks or bars of material into finished components. Think handles, hinges, brackets, valve bodies, blade holders, precision fittings, and threaded inserts for appliances.
The process is fundamentally different from stamping, casting, or forging. Those methods shape material in bulk. CNC machining removes material with sub-millimeter precision. A well-programmed 5-axis machine can hit tolerances of ±0.01mm or tighter — which, in practice, means a blender blade mount that spins true at 15,000 RPM without wobble.
Here’s What It Isn’t
Now, a necessary reality check. C️NC machining isn‘’t a universal fix for poorly designed parts. If your geometry has deep undercuts, absurdly thin walls, or thread specifications that make no mechanical sense, no CNC wizardry can save you. I‘ve had engineers send me drawings where they wanted 0.3mm walls on a 200mm-long stainless steel handle. The machine can theoretically attempt it; physics will say otherwise.
Also: not every kitchen component needs CNC machining. A simple stamped bracket that holds a shelf? Stamping is fine. But when you need precision fit between moving parts, or food-contact surfaces that must meet hygiene standards, CNC machining becomes a far more strategic choice.
️ How Material Selection Makes or Breaks CNC-Kitchenware Projects
Stainless Steel (304 / 316): The Industry Workhorse — With Tradeoffs
For food-contact kitchenware components, austenitic stainless steels dominate. Grade 304 offers excellent corrosion resistance and is widely used for handles, brackets, and structural kitchen parts. Grade 316 adds molybdenum for superior resistance to chlorides — important if your products go through aggressive dishwasher cycles or industrial sanitizing.
But here‘s something I wish more buyers understood: stainless steel is substantially harder on cutting tools than aluminum, often by a factor of 1.8x or more in machining cost. That doesn’t make it a bad choice — it makes it a deliberate one. If your product genuinely needs that corrosion resistance and strength, pay for it. If you‘re machining a purely decorative interior component that never touches food or moisture, you might be throwing margin away.
Aluminum Alloys: When Lightweight Matters More Than You Think
Aluminum (6061, 7075) is increasingly popular for kitchenware accessories where weight reduction is genuinely desirable — premium cookware handles, detachable mixer attachments, portable appliance housings. It’s roughly 65% lighter than stainless steel and machines significantly faster.
The downside is that aluminum scratches more easily and, in food environments, usually requires anodizing or other surface treatment for durability. Factor that into your post-processing budget upfront — especially if your supplier doesn‘t offer finishing services in-house.
Titanium: The “Flex” Material (That Might Actually Be Worth It)
I see titanium popping up more in high-end kitchenware — luxury flatware sets, artisanal pour-over coffee stands, ultralight camping cookware. Titanium is corrosion-resistant, biocompatible, and has a unique aesthetic. It’s also agonizingly slow to machine and expensive.
For most commercial kitchenware projects, titanium is overkill. But for premium product lines where material story matters to your brand positioning — and your customers will pay the premium — it can be a legitimate value-add. Just don‘t expect the quoted price to look anything like stainless steel.
What Really Drives CNC Machining Costs for Kitchenware Parts ?
It’s Not Just “How Big Is the Part”
I see procurement folks fixate on part size and completely miss what actually inflates quotes. The largest cost driver in CNC machining is almost always machining time — which can represent 50–70% of the total part cost.- And machining time isn‘t just about how big the part is. It’s about:
Geometry complexity: deep pockets, thin walls, internal threads, and multiple setups increase cycle time significantly.
Tolerance requirements: moving from ±0.1mm to ±0.01mm can double or triple the cost, because now the machine has to slow down, take multiple finish passes, and the operator has to inspect more frequently.
Material machinability: stainless steel runs slower than aluminum; titanium runs slower than stainless steel.-
The Batch Quantity Sweet Spot Nobody Talks About
Here‘s a counterintuitive reality: ordering 500 units can sometimes be more cost-effective per unit than ordering 50. Why? Because the programming, setup, and fixturing costs get spread across more parts. At EMAR, we’ve found that batch sizes above 200–300 units typically start to unlock meaningful unit-cost improvements for kitchenware accessories.
I should mention there‘s a limit to this logic. Order 50,000 units and you might want to look at die casting or metal injection molding instead. CNC machining has its sweet spot — high precision, low-to-medium volumes. Pushing it into mass-production territory sometimes doesn’t make economic sense, though every project is different.

Surface Finishing: The Hidden Difference Between “Clean” and “Compliant”
Why Ra Values Actually Matter in Food Applications
A surface roughness of Ra 0.8 μm or better isn‘t just about looking premium — it directly impacts cleanability and bacterial resistance. Food processing equipment standards increasingly demand surfaces that don’t harbor contaminants in micro-crevices.
Common finishing options for kitchenware CNC parts include:
Electropolishing: removes a microscopic layer of surface material, leaving an ultra-smooth, passivated surface ideal for food contact
Bead blasting: creates a uniform matte finish, great for aesthetic handles and exterior surfaces
Anodizing (for aluminum): adds a durable, corrosion-resistant oxide layer
Mirror polishing: typically reserved for visible, decorative surfaces where premium appearance matters
One Thing That Bites Projects: Off-Site Finishing
If your CNC supplier ships parts to a third-party finisher, you‘ve just added transit time, handling risk, and coordination complexity. EMAR handles finishing in-house, which removes at least one logistical headache from the supply chain. I’ve seen projects delayed by weeks because a shipment of machined parts got scratched during transit to an external polisher. It‘s one of those boring logistical details that nobody wants to think about until it ruins a delivery schedule.
How to Vet a CNC Supplier for Kitchenware — Without Getting Burned
Certifications That Aren’t Just Wall Decorations
ISO 9001 is table stakes for quality management. For food-contact components, you might also want to ask about NSF/ANSI 51 compliance (for food equipment materials) and ISO 14001 for environmental management.-
But here, reality doesn‘t always match paper. I’ve walked through factories with impressive certification walls and broken equipment. Your actual job during supplier vetting isn‘t checking boxes — it’s determining whether those quality systems are genuinely operational.
The Inspection Question You Need to Ask
Ask your potential supplier: “Do you have a CMM (Coordinate Measuring Machine) in-house, and what‘s your inspection sampling rate?”
If they outsource inspection to a third-party lab, that’s not automatically disqualifying — but it‘s worth noting that it’s likely to add turnaround time and complexity. If they can‘t articulate their FIRST ARTICLE INSPECTION (FAI) process clearly, that’s a genuine concern.-
Red Flags I‘ve Learned the Hard Way ️
Quotes that come back in 10 minutes. Proper quotation requires reviewing CAD files, assessing manufacturability, estimating cycle times, and planning toolpaths. Blazing-fast quotes often mean they didn’t actually look at your design.
No DFM feedback. A competent CNC partner should push back with Design for Manufacturability suggestions. If they just say “yes” to everything, they‘re either not reviewing your files or don’t care whether your parts actually work.-
Vague material certifications. “We use 304 stainless steel” isn‘t enough. Ask for mill test certificates or material traceability documentation — especially for food-contact applications.-
♻️ Sustainability in CNC Machining: The Quiet Trend Reshaping Kitchenware Supply Chains
Recycled Content Is Becoming a Competitive Requirement
Sustainability might seem like a secondary concern when you’re wrestling with tolerance specifications and delivery deadlines, but it‘s increasingly important — especially for kitchenware brands selling into European markets with strict environmental regulations. Many CNC suppliers are now offering recycled-content stainless steel and aluminum alloys.-1-
EMAR‘s approach has been to source recycled-content metals where specifications allow, while maintaining complete traceability so our clients know exactly what’s in their products. This isn‘t just feel-good branding; recycled aluminum, for instance, requires roughly 95% less energy to produce than virgin material. That energy savings occasionally translates to modest material cost benefits, though availability varies by region and alloy grade.
Chip Recycling and Closed-Loop Coolant Systems
A detail that often surprises buyers: CNC machining produces significant metal waste — chips, swarf, and scrap. Responsible manufacturers invest in chip recycling systems and closed-loop coolant filtration to minimize environmental impact. This is one of those factors that differentiates commodity shops from serious production partners, and it’s worth asking about during supplier evaluations.
The Business Case for Custom CNC Kitchenware Accessories
When Off-the-Shelf Parts Become a Liability
Standard catalog components work fine — until they don‘t. When you’re building a premium appliance line, cookie-cutter handles and generic mounting brackets make your product look like everyone else‘s. Custom CNC-machined kitchenware accessories give product designers precise control over form, function, and finish. That differentiation can directly impact shelf appeal and retail pricing.
More practically, custom machining lets you optimize for assembly efficiency. A bracket that’s machined to snap-fit with adjacent components can reduce assembly time by minutes per unit — which, over a production run of 10,000 units, adds up to real money.
Prototyping Advantages: Fail Fast, Fail Cheap
One of CNC machining‘s underappreciated strengths is rapid prototyping. You can get functional metal prototypes in 5–7 working days, test them in actual kitchen environments, iterate the design based on real feedback, and only then commit to production volumes.
Contrast this with tooling-dependent processes: you spend thousands on a mold, wait weeks, discover a design flaw, spend more thousands on mold modifications, wait more weeks. CNC prototyping avoids that death spiral. For product development teams, this speed advantage alone can justify the machining approach during pre-production phases.
What Should You Do Next?
If you‘re sourcing kitchenware accessories and wondering whether CNC machining is the right fit for your components, here’s a practical next step:
Send your CAD files or technical drawings to EMAR‘s engineering team. We provide:
Free DFM (Design for Manufacturability) feedback within 24 hours
Clear cost breakdowns so you understand exactly what drives pricing
Material selection guidance based on actual application requirements, not just what‘s cheapest to machine
In-house finishing to eliminate supply chain complexity
We don’t expect every inquiry to convert into an order — that‘s not how B2B relationships work. But even if you just want a second opinion on your design before approaching multiple suppliers, we’re glad to help.
Contact EMAR:
Phone: +86 18664342076
Email: sales8@sjt-ic.com










