Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

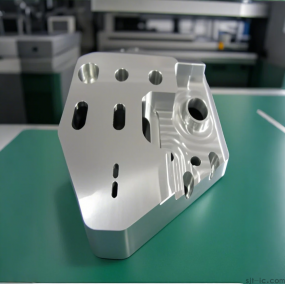
Hello everyone! Today, let’s talk about vertical CNC product machining~ Many people often encounter problems like unstable precision and low efficiency when machining small enclosures. What should we do? 🤔 Especially for manufacturers new to the industry, how to use vertical CNC to handle such parts? Let’s read on!

🔍 Why is Small Enclosure Machining Difficult?
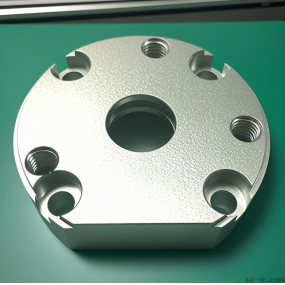
Small enclosures usually have a compact structure, thin walls (which are prone to deformation), and require multi-surface machining. Although vertical CNC is suitable for plate-shaped, disc-shaped parts, improper clamping or incorrect parameter settings can cause precision to be lost in an instant! For example, when machining aluminum alloy enclosures, excessive cutting force can directly lead to vibration marks on thin-walled areas… I have seen too many cases of rework!
✅ 5 Practical Tips for Beginners to Master Quickly
1.Choose the Right Clamping Method**: For small enclosures, it’s best to use dedicated jigs or vacuum chucks to reduce stress-induced deformation. Avoid directly clamping thin-walled areas with a vice!
2.Tool and Parameter Optimization**:
- Use multi-flute end mills for finish machining, increase the spindle speed to 8000-12000 RPM, and appropriately reduce the feed rate;
- For rough machining of deep grooves, adopt layered cutting—avoid cutting all the way through at once 💥.
3.Temperature Control is Key**: Ensure an adequate supply of cutting fluid to fully cover the machining area! I recommend using water-soluble cutting fluid to reduce the risk of thermal deformation.
4.Programming Strategy Adjustment**:
- Prioritize spiral milling instead of linear plunge cutting to reduce stress concentration;
- Add arc transitions at corner areas to prevent tool deflection caused by sharp turns.
5.Real-Time Quality Inspection Follow-Up**: Use a coordinate measuring machine (CMM) to check key dimensions of the first part in each batch, and compensate for errors in a timely manner.
📊 Vertical CNC vs. Horizontal CNC: Comparison for Small Enclosure Machining
| Characteristics | Vertical CNC Machining | Horizontal CNC Machining | |-----------------------|---------------------------------------|---------------------------------------| | Suitable Parts | Plate-shaped, disc-shaped, small enclosures | Large boxes, multi-surface complex parts | | Clamping Efficiency | Simple and fast, easy to observe tool setting | Requires multiple adjustments, but more stable | | Cost Control | Lower equipment price | High investment and maintenance costs | | Precision Performance | Up to ±0.01mm (after optimization) | Usually more stable, suitable for mass production |
💡 My Insights: Don’t Ignore These Hidden Pain Points!
-Monitor Tool Wear**: Especially when machining stainless steel or titanium alloy enclosures, it’s recommended to check tool wear every 20 parts—otherwise, the surface finish will drop sharply;
-Principle of Software Simulation First**: Use CAM software to predict the cutting path, which can greatly reduce the risk of collisions during actual machining;
-Suggestions for New Factories**: Start with small-batch orders, focus on long-tail demand like "vertical CNC machining of small enclosures", and expand to complex parts after accumulating project cases!
The threshold for vertical CNC product machining is actually not high, but doing it well ⛏️ relies entirely on refining the details~ Hope these tips help you!