Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

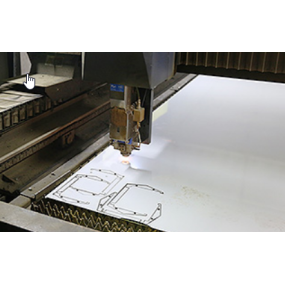
Ever spent countless hours and a significant chunk of your budget on a massive CNC machined part, only to find it has warped or twisted after coming off the machine? 😫 You're not alone. Dealing with warping in large CNC parts is a massive headache for many engineers and procurement managers. It throws off deadlines, ruins quality control, and blows up costs. So, what can you do about it? Let's dive into the practical steps you can take to keep those big projects flat and accurate.
Why Do Large CNC Parts Warp in the First Place?
Before we fix it, we gotta understand it. Think of metal like a sleeping giant—it's mostly stable, but it holds onto internal stresses from its past life as a billet or casting. When you start machining and removing material, you're essentially waking that giant up and releasing those stresses. The metal then moves and shifts to find a new balance, leading to warping. This is especially true for large parts because there's just more material and more stress to deal with. The specific mechanism of how these stresses redistribute is a complex topic that material scientists are still unpacking.
Smart Material Selection and Preparation
Your first line of defense starts before the first tool even touches the metal.
Choose the Right Grade: Some materials are just more stable than others. For instance, stress-relieved grades of aluminum or steel are specifically processed to have lower internal stresses to begin with.
Don't Skip the Pre-Machining Prep: One of the most effective strategies is to have your material supplier pre-stress-relieve the raw stock. This heat-treating process bakes out a lot of the internal stresses, giving you a much more stable starting block. It adds a step, but it saves a world of pain later.
Mastering the CNC Machining Strategy
How you cut the part is just as important as what you cut. A rough-and-ready approach is a surefire way to invite distortion.
Embrace Light, Multiple Passes: Instead of taking one deep, aggressive cut, use several lighter passes. This removes heat and stress more gradually, preventing a major shock to the material. Think of it like gentle persuasion rather than a brute-force attack.
The Power of Symmetrical Machining: Whenever possible, machine both sides of a part symmetrically. If you hog out all the material from one side first, you create a huge imbalance in stress, almost guaranteeing the part will curl up. Flipping the part and alternating sides helps keep things even.
Sharp Tools are Happy Tools: Dull tools generate more heat and pressure, which directly translates into more stress being pushed into the part. Keeping your cutting tools sharp and cool is a non-negotiable for machining precision.

Handling and Post-Processing Tricks
Sometimes, the warping happens after the machining is "done." Paying attention to the final steps is crucial.
Be a Clamping Ninja: Over-tightening clamps can actually bend the part in the fixture. When you release it, it springs back into a warped shape. Use just enough force to hold it securely. The design of the fixture itself is critical for proper support.
Consider a Final Stress Relief: For the most critical and large parts, a final stress relief heat treatment after rough machining but before finishing can work wonders. It removes the stresses you introduced during the initial cuts, allowing you to do the final precision machining on a stable part.
However, it's worth mentioning that even with all these steps, completely eliminating warping in every single massive part can be a challenge. Material behavior can be unpredictable. The goal is to control the variables within a acceptable tolerance window for your project's needs.
From my own experience talking with machine shops, the ones that consistently deliver flat, large parts aren't just the ones with the biggest machines. They're the ones who are fanatical about their process—from material certs all the way to final inspection. They plan their cuts like a chess game, thinking three steps ahead to manage stress. It’s this proactive approach, not just reactive fixes, that truly makes the difference in heavy-duty machining.