Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

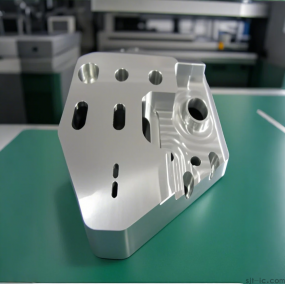
Hey, when it comes to CNC Machining, why do nine out of ten factories use aluminum alloy? 😅 At first, I also thought this material was soft and easy to handle, but once it was put on the machine, problems like tool adhesion, built-up edge, and unstable dimensions popped up... It was really frustrating! But if some friends want fast and high-quality machining results, what should they do? Today, I must share the practical tips I often use to avoid these pitfalls with everyone!

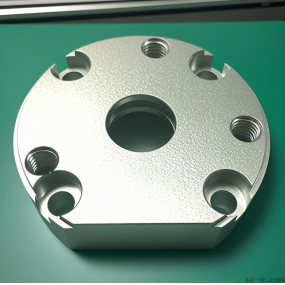
First, let's talk about what's so special about aluminum alloy. It's lightweight, has good strength, and is corrosion-resistant, so it's widely used in aerospace and electronic devices. However, the "tool adhesion" problem during machining is really annoying—because aluminum is soft and has a low melting point (about 660℃), the tool tends to get sticky when the rotation speed is slow. Below is a comparison of the machining characteristics of common aluminum alloy models:
| Model | Tensile Strength (MPa) | Hardness (HB) | Machining Difficulty | Applicable Scenarios |
| ------ | ---------------------- | ------------- | -------------------- | ----------------------------- |
| 6061 | Approximately 310 | 60-150 | ⭐⭐ | Structural parts, housings |
| 7075 | Approximately 570 | 60-150 | ⭐⭐⭐⭐ | Aerospace, high-stress parts |
| 5052 | Approximately 230 | 60-150 | ⭐ | Components with high rust resistance requirements |
As can be seen from the table, although 7075 has high strength, its machining difficulty is also much greater! I've learned this the hard way—when I used ordinary high-speed steel tools to machine 7075, the tool tip wear was terrifyingly fast. Later, I switched to cemented carbide tools to stabilize the process, and it was essential to use high rotation speeds (3000-10000r/min is recommended) combined with kerosene cooling; otherwise, tool adhesion would occur in minutes.
So the question is, how to choose the right tools and parameters? I think these three tricks are extremely practical:
1. Don't skimp on tools: Use cemented carbide as the base; for parts with high surface requirements, even diamond coatings are necessary!
2. Don't hesitate to increase the rotation speed: Aluminum isn't afraid of high speeds—higher speeds can reduce built-up edges.
3. Ensure adequate cooling: Minimum quantity lubrication (MQL) or cutting fluids dedicated to aluminum alloys are needed; sometimes air cooling isn't enough!
By the way, thin-walled parts are even more problematic—they tend to deform when the cutting force is too large. My approach is to use small cutting depths with multiple passes, control the axial cutting depth (aₚ) between 0.5 and 2mm, and use fixtures for auxiliary support. Also, pay attention to the tool path when programming to avoid heat concentration in one area!
Finally, let's share some experience: I've noticed that many factories, in order to save costs, use low rotation speeds and large feeds to force-machine aluminum alloys... As a result, tool wear is fast, surface quality is poor, and the rework time is even longer than the machining time! 😓 The real way to save money is to match the process with the material—for example, high-speed steel tools can be used for 6061, but cemented carbide is a must for 7075. Therefore, choosing the right method is far more important than blindly saving money! 👍